-

- 腾达橡胶制品
GB柔性填料、sR柔性填料、双组份聚氨酯密封胶、651橡胶止水带 - 咨询热线:万金国
15031855056

热门搜索:
PRODUCT DISPLAY

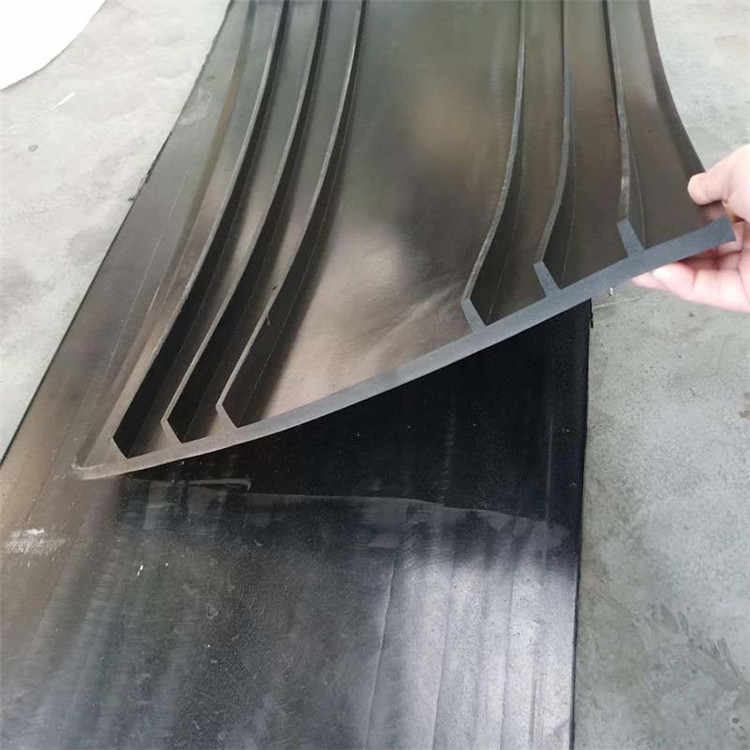


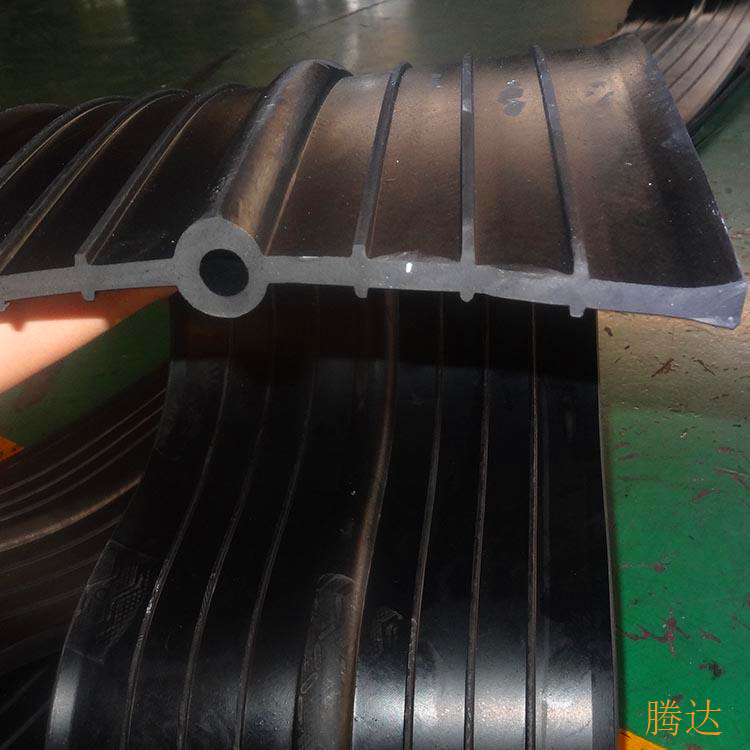
外置式EB型橡胶止水带的接头方式有两种:一种是用粘接剂冷接头法,另一种是热硫化模具接头法。我们来详细介绍一下外置式EB型橡胶止水带热硫化模具接头法。热接硫化法接头是使用与外置式EB型橡胶止水带匹配的热硫化模具外置式EB型橡胶止水带热熔焊接机及生胶片现场硫化热接,施工难度大,但接头效果理想,适合对工程质量要求严格的项目。

外置式EB型橡胶止水带热硫化焊接的基本工艺是在两条外置式EB型橡胶止水带搭接处放入止水带焊接专项使用生胶片,控制温度、时间,用硫化焊接机进行焊接,焊接机对外置式EB型橡胶止水带搭接接头进行加热加压,使位于两个外置式EB型橡胶止水带接头之间的生胶片熔化,生胶片与橡胶止水带接头处的硫化胶材料相似,亲和作用力大,生胶片里的硫化剂扩散至接触界面与硫化胶内剩余的双键发生交联反应,形成共硫化体系,使接头处连为一体。再通过足够的挤压力,实现两条外置式EB型橡胶止水带之间的紧密粘接,从而达到止水带热硫化焊接防水的要求。